

Unha máquina de moldeo por inxección de plástico transforma eficientemente o plástico en bruto en formas precisas e complexas. Este proceso ofrece vantaxes extraordinarias:
- Produción de pezas complexas con alta precisión dimensional.
- Ofrecendo unha calidade e repetibilidade consistentes.
- Redución dos custos de produción na fabricación a grande escala.
Deseños avanzados, como a máquina de moldeo por inxección de tipo parafuso eMáquina de moldeo por inxección tipo parafuso, mellorar o fluxo de materiais e optimizar o rendemento. Ademais, oMáquina de moldeo por inxección de dobre barrileMáquina de moldeo por inxección de parafusomellorar aínda máis a eficiencia e o rendemento no proceso de fabricación.
Unidade de inxección en máquina de moldeo por inxección de tipo parafuso
A unidade de inxección nunha máquina de moldeo por inxección de tipo parafuso xoga un papel fundamental na transformación de gránulos de plástico crus a un estado fundido e na súa inxección no molde. Esta unidade consta de tres compoñentes principais: a tolva, o barril e o mecanismo de parafuso. Cada peza contribúe á eficiencia e á precisión do proceso de moldeo.
Tolva
A tolva serve como punto de entrada para as materias plásticas en bruto. Nela contéñense os gránulos de plástico e aliméntanse no barril para o seu posterior procesamento. As tolvas modernas adoitan incluír características como sistemas de secado de material para eliminar a humidade dos gránulos, garantindo unha calidade óptima da fusión. Ao manter un subministro constante de material, a tolva permite ciclos de produción ininterrompidos na máquina de moldeo por inxección de tipo parafuso.
Barril
O barril é unha cámara cilíndrica que aloxa o mecanismo de parafuso. Este quenta os gránulos de plástico ata o seu punto de fusión mediante varias zonas de quecemento. Estas zonas, normalmente divididas en alimentación, traseira, central e dianteira, permiten un control preciso da temperatura, que é fundamental para lograr unha calidade uniforme da fusión. A correcta distribución da temperatura dentro do barril evita problemas como deformación, inexactitudes dimensionais e degradación do material. Este control meticuloso garante que a máquina de moldeo por inxección de tipo parafuso ofreza un resultado de alta calidade de forma consistente.
- Unhas temperaturas axeitadas na zona do barril son esenciais para un funcionamento eficiente.
- Unha configuración incorrecta pode provocar defectos no produto final.
- Os deseños avanzados melloran a eficiencia enerxética e reducen os custos operativos.
Mecanismo de parafuso
O mecanismo do parafuso é o corazón da unidade de inxección. Xira dentro do barril, mesturando e fundindo os gránulos de plástico mentres empurra o material fundido cara adiante. O deseño do parafuso inflúe significativamente no proceso de fusión e inxección. Por exemplo, estacionariodeseños de parafusosmellorar a plastificación garantindo unha exposición ao cizallamento e un volume de inxección consistentes. Ademais, características como as válvulas de disco proporcionan un control preciso ao pecharse inmediatamente cando o parafuso se detén.
Nas máquinas de moldeo por inxección de tipo parafuso totalmente eléctricas, o mecanismo do parafuso ofrece un control sen igual sobre a velocidade, a presión e o posicionamento. Esta precisión minimiza as variacións entre ciclos, garantindo taxas de recheo e tamaños de inxección consistentes. Estes avances non só melloran a calidade da masa fundida, senón que tamén melloran a eficiencia xeral do proceso de moldeo.
- A integración da automatización e a robótica impulsa aínda máis a produción.
- Os deseños de parafuso de baixo consumo contribúen ao aforro de custos.
- O uso sostible de materiais aliñase coas prácticas de fabricación modernas.
A unidade de inxección nunha máquina de moldeo por inxección de tipo parafuso exemplifica a sinerxía da enxeñaría avanzada e o control de precisión. Os seus compoñentes funcionan xuntos á perfección para ofrecer unha produción de alta calidade, eficiente e fiable.
Unidades de suxeición e moldeo

As unidades de suxeición e moldeo son compoñentes críticos dunha máquina de moldeo por inxección de plástico. Garanten que o molde permaneza pechado de forma segura durante o proceso de inxección e facilitan a formación de pezas precisas e de alta calidade. Estas unidades constan do molde, as placas e o accionamento do motor, e cada un desempeña un papel distinto no proceso de moldeo.
Molde
O molde serve como a cavidade onde o plástico fundido toma forma. O seu deseño inflúe directamente na calidade e consistencia do produto final.Boas prácticas no deseño de moldesénfase nun grosor uniforme da parede para evitar defectos como deformacións e marcas de afundimento durante o arrefriamento. As transicións suaves entre grosores variables, conseguidas mediante chaflanes ou filetes, melloran aínda máis a integridade estrutural.
- Un grosor de parede axeitado evita defectos estéticos como deformacións e afundimentos.
- A resistencia estrutural pódese mellorar con nervaduras e cartelas en lugar de aumentar o grosor.
- As técnicas de deseño de experimentos (DOE) axudan a identificar defectos cedo, garantindo un rendemento e unha fiabilidade óptimos.
Nunha máquina de moldeo por inxección de tipo parafuso, a precisión do molde garante que se poidan conseguir deseños complexos e tolerancias axustadas. Esta capacidade faino ideal para producir pezas complexas cunha calidade consistente.
Placas
As placas son as placas grandes e planas que manteñen o molde no seu lugar e distribúen a forza de suxeición uniformemente. O seu deseño e integridade estrutural son vitais para manter a aliñación do molde e garantir unha presión uniforme durante o proceso de inxección. Os parámetros técnicos clave que inflúen na eficacia das placas inclúen o impacto do peso, a capacidade de carga e a optimización estrutural.
| Parámetro | Impacto na aliñación do molde |
|---|---|
| Impacto do peso | Constitúe case o 70 % do peso total da máquina, o que afecta á estabilidade e á aliñación. |
| Importancia económica | A optimización do deseño reduce o consumo de materias primas, o que mellora a eficiencia dos custos. |
| Impacto no rendemento | Garante unha correcta aliñación do molde e unha distribución uniforme da presión, fundamental para unha produción de alta calidade. |
| Optimización estrutural | Mellora o tamaño, a forma e a distribución do material para unha mellor aliñación. |
| capacidade de carga | Mellora a durabilidade e favorece a aliñación do molde baixo tensións operacionais. |
Nunha máquina de moldeo por inxección de tipo parafuso, as placas contribúen á capacidade da máquina para producir pezas con alta precisión dimensional. O seu deseño robusto garante durabilidade e un rendemento consistente, mesmo con forzas de suxeición elevadas.
Accionamento do motor
O accionamento do motor acciona o mecanismo de suxeición, o que permite que o molde se abra e peche con precisión. Xoga un papel crucial no mantemento da velocidade e a precisión do proceso de suxeición.Accionamentos de motores modernos, especialmente en máquinas totalmente eléctricas, ofrecen un control mellorado sobre a forza de peche e o posicionamento. Esta precisión minimiza o desgaste do molde e reduce os tempos de ciclo, mellorando a eficiencia xeral.
Os accionamentos de motor con eficiencia enerxética tamén contribúen ao aforro de custos e á sustentabilidade. Ao optimizar o consumo de enerxía, aliñanse coas prácticas de fabricación modernas que priorizan a responsabilidade ambiental. Nunha máquina de moldeo por inxección de tipo parafuso, o accionamento do motor garante un funcionamento sen fisuras, o que permite a produción a alta velocidade sen comprometer a calidade.
Consello:Un mantemento regular do motor pode prolongar a súa vida útil e evitar paradas inesperadas, garantindo unha produción ininterrompida.
As unidades de suxeición e moldeo exemplifican a sinerxía entre a enxeñaría e a precisión nas máquinas de moldeo por inxección de plástico. O seu deseño e funcionalidade inflúen directamente na capacidade da máquina para producir pezas de alta calidade de forma eficiente e fiable.
Sistemas de calefacción e control de temperatura
Uns sistemas eficientes de quecemento e control da temperatura son esenciais para manter a calidade e a consistencia dos procesos de moldeo por inxección de plástico. Estes sistemas garanten que o material plástico alcance o punto de fusión correcto e que a temperatura do molde permaneza estable durante todo o ciclo.
Quentadores de barril
Quentadores de barrildesempeñan un papel fundamental na fusión de gránulos de plástico á súa temperatura óptima. Empregan múltiples zonas de quecemento para lograr un control preciso da temperatura, o que é vital para unha calidade uniforme da fusión. Unha xestión eficaz da temperatura mellora a eficiencia enerxética e o acabado superficial das pezas moldeadas.
- Un control axeitado das temperaturas do barril impide a degradación do material, especialmente durante tempos de residencia prolongados.
- Manter unha temperatura de fusión obxectivo de aproximadamente 202 °C garante un fluxo de material consistente e reduce os defectos.
- As flutuacións na temperatura do barril poden afectar negativamente á calidade do produto, polo que é esencial unha vixilancia exhaustiva.
Os deseños avanzados dos barriles adoitan incorporar elementos de calefacción eficientes enerxeticamente, o que reduce os custos operativos e mantén un alto rendemento. Estas características aliñanse coas prácticas de fabricación modernas que priorizan a sustentabilidade e a eficiencia.
Quentadores de moldes
Os quentadores de moldes regulan a temperatura do molde, garantindo unha calidade consistente da peza e reducindo os tempos de ciclo. O grosor do material do molde inflúe significativamente nas taxas de transferencia de calor. As seccións máis grosas reteñen a calor durante máis tempo, mentres que as seccións máis delgadas arrefrían máis rápido. Axustar a configuración do quentador do molde en función do grosor do material evita problemas como a deformación e garante unha distribución uniforme da temperatura.
As técnicas de moldeo científico optimizan aínda máis o rendemento do quentador de moldes. Estas metodoloxías minimizan os tempos de arranque, reducen as taxas de refugallo e melloran a consistencia do proceso. Ao manter temperaturas de molde precisas, os fabricantes conseguen unha maior rendibilidade e eficiencia.
Mecanismo de control de temperatura
O/Amecanismo de control de temperaturagarante a estabilidade e a precisión durante o proceso de moldeo. As estratexias avanzadas, como o control difuso axustable por expertos, combinan o control PID tradicional coa lóxica difusa para optimizar a temperatura do barril. Esta estratexia minimiza o exceso e a oscilación, mellorando o rendemento xeral do sistema.
| Estratexia de control | Descrición |
|---|---|
| Control difuso axustable por expertos | Combina control experto, difuso e PID para unha maior estabilidade e precisión. |
| Control PID | Método tradicional propenso a sobreoscilacións e oscilacións. |
| Control preditivo de modelos | Rastrexa a velocidade de inxección, mellorando a precisión nos procesos de moldeo. |
Os modelos de aprendizaxe automática, como os algoritmos de bosque aleatorio, tamén contribúen á eficiencia enerxética ao identificar os factores clave que afectan ao consumo de enerxía. Estas innovacións permiten aos fabricantes equilibrar o uso de enerxía coa calidade das pezas, mellorando aínda máis a sustentabilidade das operacións de moldeo por inxección.
Unidades hidráulicas e de control
As unidades hidráulicas e de control son compoñentes esenciais dunha máquina de moldeo por inxección de plástico. Estes sistemas funcionan conxuntamente para garantir un funcionamento preciso, un rendemento eficiente ecalidade consistente do produto.
Sistema hidráulico
O sistema hidráulico impulsa o movemento dos mecanismos de inxección e fixación. Xera a forza necesaria para inxectar plástico fundido no molde e manter a presión de fixación durante o proceso de moldeo. As bombas, válvulas e cilindros hidráulicos forman o núcleo deste sistema, proporcionando un rendemento controlado e fiable.
Os sistemas hidráulicos modernos incorporan tecnoloxías avanzadas paramellorar a eficienciaAs bombas de desprazamento variable axustan o caudal segundo as necesidades operativas da máquina, o que reduce o consumo de enerxía. Ademais, as válvulas proporcionais proporcionan un control preciso da presión e o caudal, o que garante movementos suaves e precisos. Estas características contribúen á capacidade da máquina para producir pezas de alta calidade cun mínimo de residuos.
Consello:O mantemento regular dos compoñentes hidráulicos, como a comprobación de fugas e a monitorización da calidade do aceite, pode prolongar a vida útil do sistema e evitar o tempo de inactividade.
Panel de control
O panel de control actúa como o cerebro da máquina de moldeo por inxección. Supervisa e regula todas as funcións da máquina, garantindo un rendemento óptimo. Equipado con sensores, o panel de control recompila datos en tempo real sobre parámetros críticos como a temperatura, a presión e a posición. Por exemplo:
- Os sensores miden e proporcionan retroalimentación sobre a temperatura e a presión.
- Os sensores de membrana anular garanten medicións de posición precisas mediante celas de galga extensométrica.
Os modelos de aprendizaxe automática integrados no panel de control melloran aínda máis as súas capacidades. Estes modelos predicen parámetros de calidade das pezas como a tensión de rendemento e o módulo, optimizando a configuración do proceso para obter resultados consistentes. Os achados experimentais validan estes modelos comparando os valores previstos cos resultados reais, confirmando a súa eficacia para mellorar a eficiencia da produción.
As unidades hidráulicas e de control exemplifican a sinerxía das tecnoloxías mecánicas e dixitais, garantindo a precisión e a fiabilidade nas máquinas de moldeo por inxección de plástico.
Mecanismos de alimentación e expulsión
Unidade de alimentación
O/Aunidade de alimentacióngarante un subministro constante de materia plástica bruta á máquina de moldeo por inxección. Normalmente consta dunha tolva e un parafuso de alimentación. A tolva almacena gránulos de plástico e diríxeos ao barril, onde o material se funde. A gravidade e as vibracións controladas facilitan o fluxo suave de gránulos, evitando bloqueos ou interrupcións durante a produción.
As unidades de alimentación modernas adoitan incluír funcións avanzadas como sistemas de secado de material. Estes sistemas eliminan a humidade dos gránulos, o que é fundamental para manter a calidade da fusión e evitar defectos no produto final. Ademais, os mecanismos de alimentación automatizados melloran a eficiencia ao sincronizar o subministro de material coa velocidade de funcionamento da máquina. Esta sincronización minimiza o desperdicio de material e garante ciclos de produción ininterrompidos.
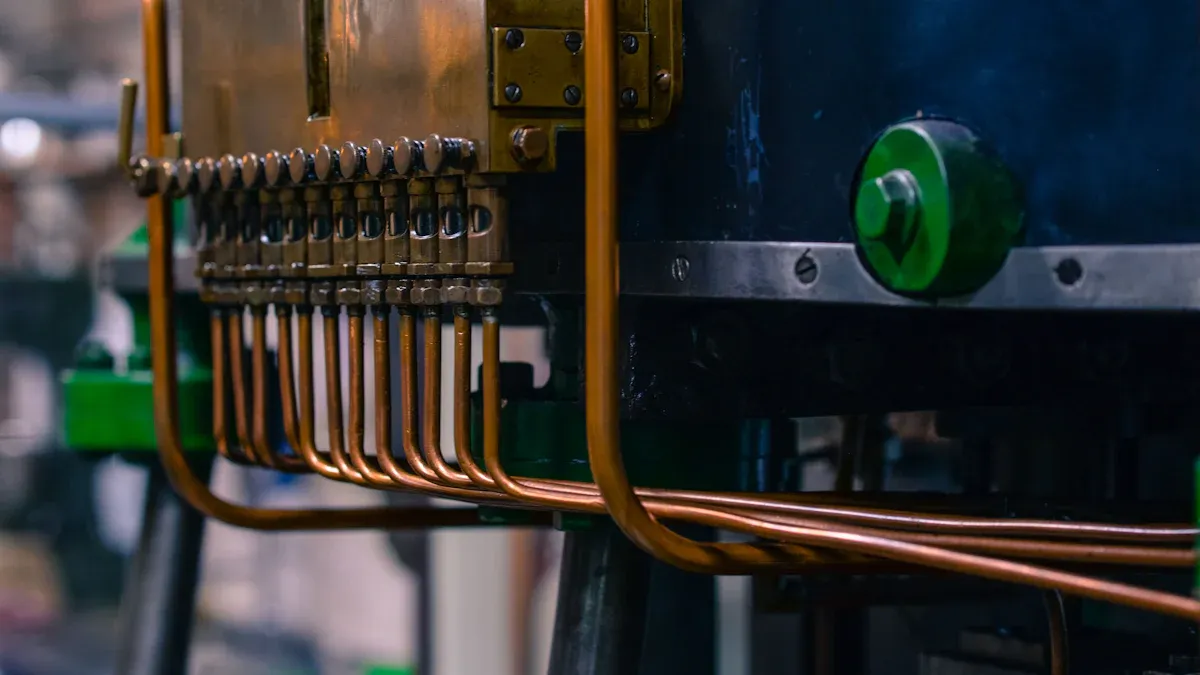
Unidade de expulsión
O/Aunidade de expulsiónxoga un papel vital na extracción da peza moldeada da cavidade do molde despois do arrefriamento. Emprega pasadores de expulsión, placas ou chorros de aire para liberar o produto acabado sen causar danos. A precisión no tempo e na forza de expulsión é esencial para manter a integridade da peza moldeada e evitar defectos como deformacións ou gretas.
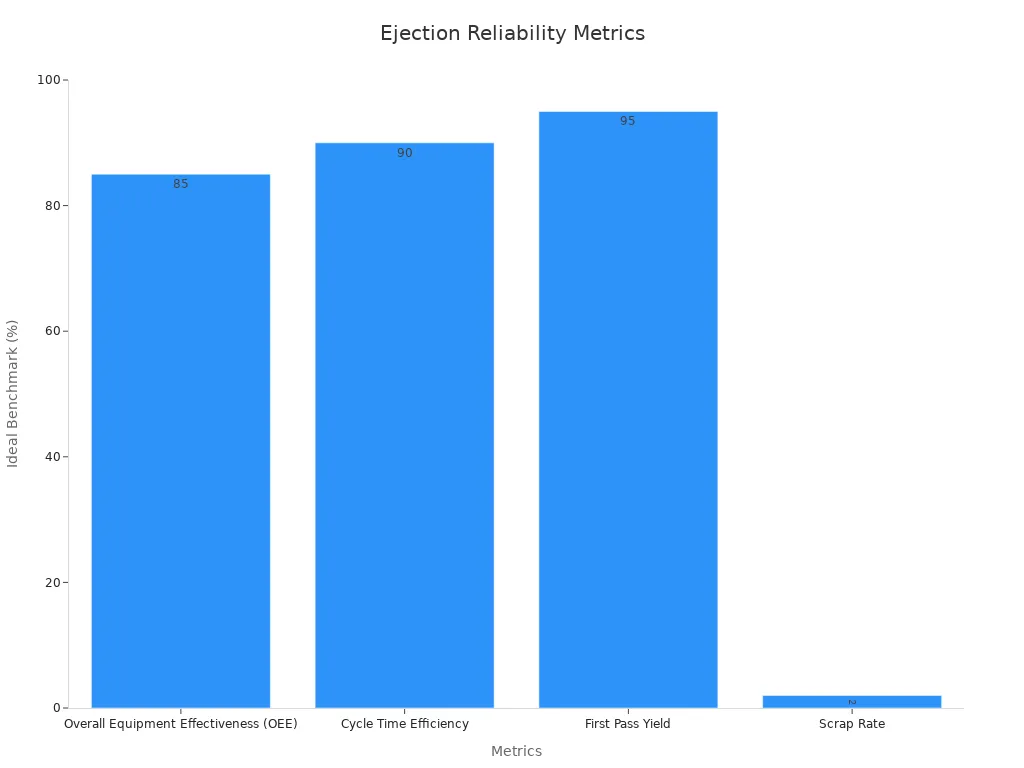
As unidades de expulsión fiables reducen significativamente os tempos de inactividade do ciclo de produción. Métricas como a eficacia xeral do equipo (OEE), a eficiencia do tempo de ciclo e o rendemento da primeira pasada (FPY) validan o seu rendemento. Por exemplo:
| Métrica | Descrición | Punto de referencia ideal |
|---|---|---|
| Eficacia xeral do equipo (OEE) | Mide a eficiencia da fabricación; calculada a partir da dispoñibilidade, o rendemento e a calidade. | ~85% |
| Eficiencia do tempo de ciclo | Rexistra o tempo para completar un ciclo de produción; os tempos máis curtos melloran o rendemento. | 90 % ou máis |
| Rendemento na primeira pasada (FPY) | Porcentaxe de produtos elaborados correctamente á primeira; os valores altos indican procesos eficaces. | >95% |
| Taxa de chatarra | Porcentaxe de materiais descartados; as taxas máis baixas melloran a rendibilidade. | <2% |
Os sistemas de expulsión avanzados integran sensores para monitorizar e axustar a forza de expulsión dinamicamente. Estas innovacións garanten unha calidade consistente das pezas, á vez que minimizan o desgaste dos compoñentes do molde e da máquina. O mantemento regular da unidade de expulsión mellora aínda máis a súa fiabilidade e prolonga a súa vida útil.
Unha máquina de moldeo por inxección de plástico integra compoñentes avanzados para ofrecer un rendemento excepcional. Cada peza contribúe á eficiencia, calidade e fiabilidade da produción. Dominar estes sistemas garante resultados óptimos.
| Métrica | Descrición |
|---|---|
| Eficiencia da produción | Reflicte a eficacia coa que as materias primas se transforman en produtos acabados. |
| Taxa de chatarra | Indica a porcentaxe da produción que non cumpre os estándares de calidade. |
| Tempo de inactividade da máquina | Impacta na eficiencia da produción e nos custos operativos, esenciais para a rendibilidade. |
Comprender estas métricas destaca o papel da máquina para lograr un resultado consistente e de alta calidade.
Preguntas frecuentes
1. Que materiais se poden usar nas máquinas de moldeo por inxección de plástico?
As máquinas de moldeo por inxección de plástico procesan termoplásticos como ABS, polipropileno e nailon. Tamén manexan plásticos de enxeñaría como policarbonato e PEEK.
2. Como inflúe o control da temperatura na calidade do produto?
O control preciso da temperatura garante unha calidade uniforme da fusión, reduce os defectos e mellora a precisión dimensional. Evita a degradación do material durante os ciclos de procesamento prolongados.
3. Que prácticas de mantemento melloran o rendemento da máquina?
A lubricación regular, as revisións do sistema hidráulico e a limpeza das unidades de alimentación evitan o desgaste e o tempo de inactividade. Os sensores de monitorización garanten un funcionamento consistente e prolongan a vida útil da máquina.
Data de publicación: 28 de maio de 2025